








Арматура А500С, В500С
05.06.2023Прочность строительных объектов, их устойчивость решает монтаж арматурного усиления. Арматура выполнит свое назначение, если у нее есть две ценные характеристики: прочность и свариваемость. Прочность делает надежными железобетонные конструкции, гарантирует их стабильность. Хорошая свариваемость делает возможным монтаж дуговой, точечной электросваркой арматурных сеток, каркасов, конструкций. Эти две характеристики регулирует процентное содержание углерода в сплаве металла. Чем выше содержание углерода в сплаве, тем он прочнее, но при этом менее пластичный. Такой прочный сплав трудно обрабатывать и сваривать. И наоборот, низкоуглеродистый сплав легко сваривать, но он менее прочный.
В итоге разработок сплав для прочного арматурного проката, который можно сваривать дуговой сваркой был определен и стандартизирован СТО АСЧМ 7 в 1993 году. В этом стандарте впервые описываются технические характеристики А500С. Чтобы эта сталь была конструкционной и прочной, во время прокатки ее упрочняют двумя способами:
- механическим, термическим;
- холоднодеформированным.
Чем отличается арматура а500с от b500c? Если арматурный прокат выпущен горячекатаным способом с термомеханическим упрочнением, то его обозначение “А500С”. Если способ упрочнения холоднодеформированный, то он обозначается "В500С".
“С” означает, что у проката хорошая свариваемость. Ее обеспечивает низкое содержание углерода и заданное процентное содержание легирующих веществ.

В строительстве при монолитном бетонировании плит, балок, панелей, колонн, дорожных покрытий больше других применяют арматуру А500С, В500С. Поэтому только для этих видов проката был разработан ГОСТ, который регламентирует их монтаж № Р 52544—2006.
Характеристики А500С, В500С
По рекомендациям Госстроя РФ универсальный прокат А500С по физическим, механическим свойствам и сплаву может заменить А400 равных диаметров.
Состав стали
По ГОСТу 10884-94 для А500С, В500С берут сталь марки Ст5сп, Ст5пс. Эта марка относится к низколегированным углеродистым сталям, содержание углерода в ней по ГОСТу 52544-06 0,24 %, а при диаметре более 30 мм доля углерода 0,26%. Из-за низкого содержания углерода сталь выходит пластичной и хорошо сваривается. Ее свариваемость подтверждает углеродный эквивалент, который для А500С, В500С по стандарту 52544/06 равен 0,52/0,53 %. При этом увеличенный процент марганца и кремния, а также термомеханическое или холоднодеформированное упрочнение при прокатке делает сталь прочной.
Диаметры и периодический профиль
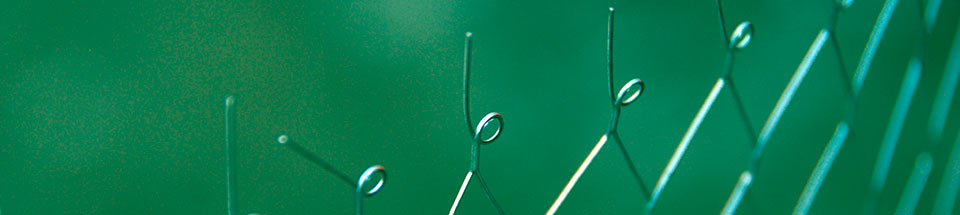
Горячекатаную термомеханически упроченную А500С выпускают от 4 мм в диаметре до 40 мм. Ее периодический двухрядный профиль состоит из серповидных ребер. Они расположены под углом к оси и не соединяются с продольными ребрами. В частном заказе можно изменить угол наклона ребер и исключить продольные ребра.
Холоднодеформированную В500С выпускают от 4–12 мм в диаметре. Ее периодический профиль делают трехсторонним в форме серпа, четырехсторонним сегментным. Профильные ребра под углом к центральной оси.
Серповидные наклонные ребра нужны для хорошего сцепления стержня с бетоном, при котором стержень будет передавать упругость бетонному элементу. То, что серповидные ребра не соединяют с продольным ребром, избавляет от лишних концентратов напряжений при взаимодействии стержня и бетона вокруг него в нагруженном состоянии.
Форма выпуска
Прокат выпускают с диаметром:
- до 6 мм свернутым в мотки. Их удобно перевозить, использовать для монтажа сеток, свайных каркасов;
- 6–12 мм в мотках и стержнях. Две формы выпуска соответствуют разным заданиям в заказах;
- 14 мм и больше только в стержнях.
При этом стержни заказывать можно мерной длины 6–12 метров или покупать немерной длины 3–6 метров.
Где применяют
Арматуру этого класса применяют для армирования монолитного бетонирования и сборного железобетона. Она не годится для предварительно-напряженного армирования бетонных элементов, так как ее предел текучести 500 Н/кв. мм.
Из А500С, В500С монтируют:
- плоские каркасы для сборного ж/бетона, монолитной заливки бетона. Монтаж проводят дуговой и точечной электросваркой. Диаметры продольных рабочих и поперечных распределительных стержней делают одинаковыми или разными, это зависит от расчета нагрузок;
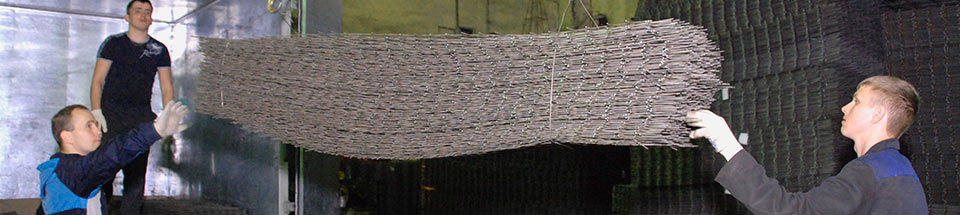
- арматурные сетки для монолитной заливки бетонных элементов. Их сваривают контактной точечной электросваркой. Для сеток берут стержни с диаметром 4–12 мм. Сетки выпускают в рулонах с сечением прутков до 5 мм и в плоских прямоугольных картах с сечением прутков более 5 мм. Размеры карт заказывают шириной от 0,5 метра до 2-х, длиной до 6 метров. Размеры ячеек зависят от расчетной плотности армирования, их делают квадратными со стороной 50–200 мм или прямоугольными;
- свайные каркасы, в которых их устанавливают продольной рабочей арматурой. Монтаж проводят точечной или дуговой электросваркой.

Металлические каркасы, сетки, свайные каркасы применяют в строительном монтаже:
- гидротехнических сооружений (плотин, дамб, шлюзов);
- несущих опорных монолитных конструкций;
- опор мостов, пешеходных переходов;
- сводов и стен тоннелей;
- крепления откосов нестабильных грунтов;
- плит, панелей, фундаментов (плитных, из сборного ж/бетона, монолитных), подпорных стен, балок, колонн;
- дорожных покрытий, стоянок для машин, бетонных полов;
- металлических навесов, ангаров, беседок, теплиц, клеток.
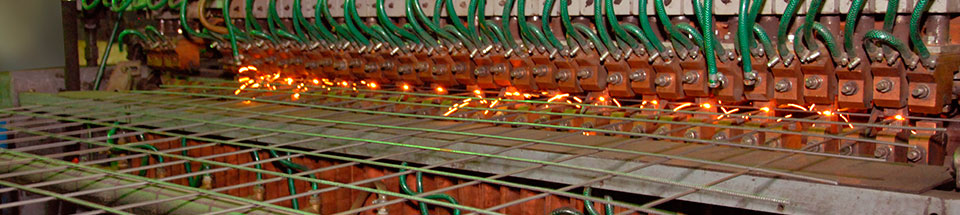
Производство
Как выпускают горячекатаную арматуру? Для этого готовят сортовые заготовки длиной по 10 метров с квадратным сечением. Их готовят на оборудовании из расплавленного металла. Затем заготовки проходят через прокатный стан. Это комплекс оборудования куда автоматически подается предварительно разогретая сортовая заготовка. На прокатном стане есть система валков, раскаленная заготовка проходит через них, постепенно увеличивая свою скорость. При этом она растягивается, профилируется, меняет свое сечение до заданного диаметра.
После горячей раскатки А500С проходит термомеханическое упрочнение. Чтобы механически увеличить прочность, прокат в холодном состоянии растягивают. Термическое упрочнение проводят методом закаливания. Прокат нагревают до 900 градусов, затем снижают его температуру. Снова повторяют нагрев и охлаждение до 450 градусов.
Готовые стержни разрезают по мерной длине и складируют.
Холоднодеформированную арматуру выпускают на оборудовании содержащем комплекс валков (три группы клетей и несколько моноблоков). В него подают горячекатаный прокат. Он проходит через систему валков, вытягивается до заданного сечения, профилируется и собирается в мотки. Диаметр при холодной прокатке не делают более 12 мм.
Назад ко всем статьям
тел.: +7(831) 261-04-06;





