








Контактная сварка
29.09.2021Сварка металлических деталей это их соединение при высоком нагреве и давлении, когда между ними образуется однородная структура, путем появления межатомных связей. Контакт двух деталей получается ровным и очень прочным.

Что это такое, основной принцип работы
Через место соединения двух металлических деталей пропускается электрический ток. Когда он проходит через зону сварки, его напряжение растет, преобразуется в тепловую энергию. Дополнительно подается давление (пластическая деформация). Давление в зоне стыковки создают механическим усилием через зажимы электродов или ролики.
Высокая температура вместе с давлением расплавляет металлическую поверхность двух деталей, соединяет их в одно целое, получается прочный сварной шов.
Контактная сварка и ее виды
- Точечная сварка. Точка соединения двух деталей или шов образуется между концами двух электродов. Площадь сварной зоны равна площади зоны сопряжения концов электродов.
Процесс может быть двусторонним, когда электроды с двух сторон или односторонним, когда электроды только сверху.
Прочность структуры точечного соединения зависит от вида электрода, величины тока, сжимающей силы и от времени их влияния.
Есть два режима точечного контакта: жесткий и мягкий. При жестком режиме ток большой, но время его действия очень коротко, оно зависит от толщины элемента 0,1- 0,5 секунды. Присутствует высокое сжимающее усилие на зажимах электродов. Жесткий режим включают для высокотеплопроводных сплавов и сталей с высоким процентом легирующих добавок. У мягкого режима время дольше, температура растет медленнее. Сила электроимпульсов меньше, чем у жесткого режима.
- Шовная сварка, это общее определение для ее типов: шовная внахлестку (детали проходят посередине двух роликовых электродов, которые постоянно сжимают их, проводя ток); шовная с раздавливанием кромок (шов получается между торцами деталей с небольшой нахлесткой с накладкой на одной или двух сторонах); шовная по фольге (детали стыкуются торцами вплотную, по стыку под роликовыми электродами проходит лента фольги с двух сторон).
- Рельефная сварка, когда сдавливающая сила и электроимпульсы концентрируются на рельефах, выступах совмещаемых элементов и сплющивает их. Рельефные выступы подготавливают заранее. Силовое действие с электричеством подают через плиты и зажимы.
Проваривание металла от нагрева проходит только там, где есть рельефы. Прочность соединения зависит от их размеров.
- Стыковая сварка сопротивлением. Детали совмещаются и стягиваются зажимами. При постоянном давлении через зажимы подают ток, он проходит по всему шву. Когда температура достигает нужного уровня, начинается осадка металла. Поверхности торцов деталей не оплавляются. После прохода импульса тока сжатие продолжается до окончания осадки. Качество шва зависит от предварительной обработки поверхностей, они должны плотно совмещаться.
- Стыковая сварка оплавлением. Поверхности элементов разогревают током, оплавляя их, затем медленно их стыкуют. Когда температура увеличивается до нужной величины, начинается сдавливание, происходит осадка. На месте шва остается грат. Электричество и сдавливание идут через зажимы. Метод рационально применять для соединения разных металлов.

Контактная точечная сварка процесс
- Процесс начинается с подготовки поверхностей металлических деталей. Их очищают наждачными кругами, щетками, химическими средствами от всего, что помешало бы их плотному совмещению или они проходят травление. Если не удалить с поверхности все загрязнения, окислы, неровности, то значительно ухудшится качество шва, при этом увеличивается расход мощности и амортизация электродов.
- Совмещаемые детали плотно сдавливают. Сжатие производит гидравлическая установка, оно передается через зажимы или ролики.
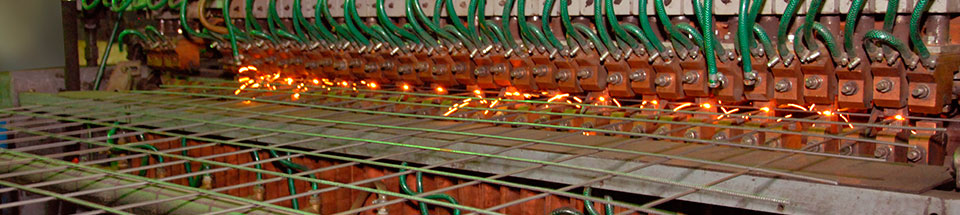
- Большой электрический ток свыше 1000А с низким напряжением 3-4 Вольта проходит по цепи импульсом, около секунды. В зоне его прохождения два металла нагреваются, расплавляются, переходят в жидкое состояние, образуются новые межатомные связи. В зоне расплавления проходит осадка металла, но он не брызгает по сторонам, а из-за продолжающегося сдавливания оседает плотной массой вокруг зоны.
- На завершающем этапе ток отключается, металл остывает, образуя общую кристаллическую решетку в зоне сварки. По технологии сжатие продолжается еще некоторое время после отключения тока, что делает лучше формирование металлических кристаллов.
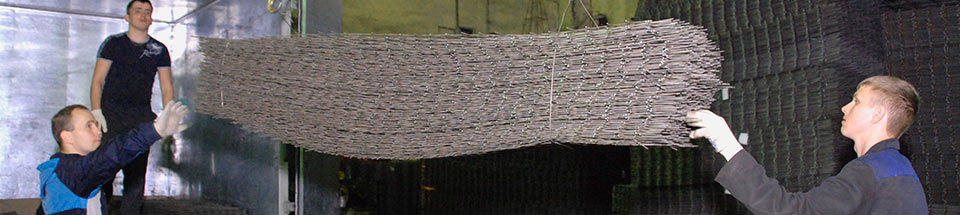
Применение контактной точечной сварки при сваривании сетки и каркасов
Помогает из простых металлических элементов собирать сложные конструкции. Она подходит для монтажа тонких одинаковых по типу элементов, металлических стержней либо листов металла толщиной до 5 мм. Из отдельных стержней сваривают арматурные сетки, пространственные и плоские арматурные каркасы, закладные с анкерами для усиления железобетонных сборных или монолитных элементов. Без армирования готовыми каркасами, сетками у бетонных элементов не будет упругости, значит у них не будет несущей способности, тем более функции ответственных конструкций.

Сетки (тяжелые, легкие), части каркасов делают на оборудованном сварочном аппарате по ГОСТу ИСО 857-1-2009. Выпускают многофункциональные аппараты, а есть аппараты предусмотренные для конкретных операций.

Для монтажа контактным методом, включая его виды выпускают автоматические и полуавтоматические станки. Автоматические машины работают используя бухтовую арматуру, монтаж плоских сеток проходит непрерывно. Полуавтоматы работают, загружая заранее нарезанные стержни из бункерных лотков, подача может быть автоматической или ручной.
Монтаж сеток, частей каркасов делают из арматурной стержневой стали А240, А500С, А600С, проволоки ВР1.
Преимущества контактного метода, его недостатки
Металлические конструкции смонтированные этим методом востребованы, они находят применение в разных областях: строительстве, машиностроении, радиотехнике, этому есть причины:
- высокая скорость монтажа достигается автоматизацией оборудования. На видео видно, что на одну контактную точку уходит меньше секунды. Прочный точечный, шовный, стыковой или рельефный шов получается намного быстрее, чем при других технологиях.
- Малое сплющивание и выделение грата, шов получается ровным, незначительная пластическая деформация металла.
- Все виды контактного метода несложные, им быстро обучаются.
- При работе нет больших расходов электродов, проволоки, флюса. У контактных электродов и роликов большой срок амортизации, их надолго хватает.
- Нет выделения вредных газов, облучающей электрической дуги. Низкая вероятность возгорания. Технику безопасности на рабочем месте соблюдают, но метод считают не опасным для здоровья, он не вредит окружающей среде, признается как экологически чистый.
Нужно учесть что:
- Работы в домашних условиях можно проводить с аппаратом малой мощности. Оборудование достаточно дорогое, занимает много места.
- Работы проводят при силе электрического импульса более 1000 А, нужно обеспечить его постоянное поступление. Напряжение в зоне контакта надо держать ровным, без скачков.
- Шов при точечном контакте выходит негерметичным.
Назад ко всем статьям
тел.: +7(831) 261-04-06;





