








Виды цинкования металла
26.01.2021Металл любого сплава имеет прочную структуру и обладает отличными характеристиками. Но коррозия металлических изделий, возникающая во влажной и агрессивной среде, снижает срок их эксплуатации, что приводит к существенным материальным потерям. Цинкованием можно увеличить возможности использования металлопроката и метизов.
Технологический процесс цинкования
Для защиты металла от коррозии на его поверхность наносится тонкая пленка цинка, защищающая от влажной агрессивной средой. Он более всего из металлов подходит для создания такой пленки, отлично проявляет изоляционные и протекторные свойства, даже если нанесен тонким слоем. А в случае, появления на поверхности повреждения и непокрытого участка, цинк будет переносить на него свои частички, восстанавливая покрытие. Это происходит потому что защита Zn анодная, его электрохимический потенциал -0,763 В, а у железа -0,44В - обязательно появится разница потенциалов. Поэтому, пока цинк находится на поверхности и является анодом, он будет продолжать распространять свое действие даже на поврежденные участки электрохимическим образом.

Виды цинкования
Способы нанесения слоя цинка на поверхность деталей различны:
- горячий;
- холодный;
- гальванический.
 Выбор способа зависит от формы и габаритов конструкции или проката, а также от того в каких условиях в дальнейшем будет эксплуатироваться изделие. Каждый способ покрытия обеспечит разную толщину. Чем толще защитное покрытие на изделии, тем более агрессивные условия оно сможет выдержать, приобретет большую стойкость к механическим повреждениям.
Выбор способа зависит от формы и габаритов конструкции или проката, а также от того в каких условиях в дальнейшем будет эксплуатироваться изделие. Каждый способ покрытия обеспечит разную толщину. Чем толще защитное покрытие на изделии, тем более агрессивные условия оно сможет выдержать, приобретет большую стойкость к механическим повреждениям.
- Для эксплуатации в закрытых, вентилируемых помещениях при плюсовых температурах достаточно толщины защитного слоя 6-9 мкм.
- В помещении с навесом, при высокой влажности, отрицательных температурах наносится слой 15-18 мкм.
- В открытой среде, при высокой влажности, отрицательных температурах толщина слоя 24-30 мкм.
- В особо агрессивных условиях слой увеличивается до 40 мкм.
После цинкования может быть выполнено хроматирование, обработка изделий в растворе с добавлением хромовой кислоты.
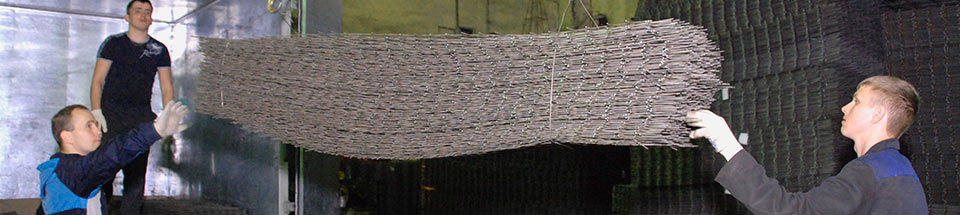
Горячий метод цинкование металла
Этот метод стал самым распространенным, так как он экономичный и дает отличное качество покрытия металлоконструкций. Толщина покрытия от 40 до 100 мкм.
Процесс включает этапы:
- Подготовка. Детали погружают в раствор кислоты или щелочи для удаления органических и масляных загрязнений. Чем лучше будет очищена поверхность, тем качественней будет сцепление Zn с ней.
- Тщательный смыв остатков загрязнения.
- Травление. В емкости с раствором соляной кислоты детали очищаются от ржавчины и окалин.
- Промывка.
- Флюсование. При этой операции удаляются окислы железа.
- Сушка и нагрев деталей до 100 градусов.
- Далее их помещают в барабан с отверстиями и на 3-10 минут погружают в емкость с расплавленным Zn (около 460 град). Вращением барабана достигается полное покрытие всех поверхностей.
- Для каждого вида металлопроката, крепежа и метизов рассчитано время подъема и угол наклона из емкости с расплавленным Zn. Чем медленнее поднимают изделия, тем толще на них покров.
- Далее сушка, остывание, контроль и складирование.
Холодный метод
Дешево, очень доступно. Он применим когда нужно обработать крупногабаритную металлоконструкцию или небольшой объём металла. На подготовленную поверхность наносят состав, содержащий цинк, с помощью валика или кисти. Результат получается такой же, как и при горячем методе, изделие получит отличную охрану от коррозии.
В дальнейшем защита будет проходить двумя способами: изоляционным (как барьер) и протекторным (электрохимическим). Чаще всего протекторную защиту можно наблюдать при повреждении покрова, когда Zn, выполняя роль анода будет раздавать свои частички, закрывая царапину на железе (катод).
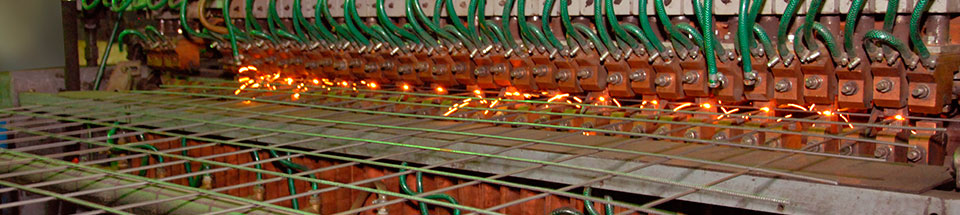
Гальванический способ
 Он дешевле горячего метода, и применяют его тогда, когда нужно получить относительно тонкий слой, до 40 мкм. Он наносится на металл (катод), соединенный с электросетью, путем осаждения на него Zn из раствора электролита (анод). При прохождении заряда тока, начинается электрохимический процесс осаждения Zn на поверхность.
Он дешевле горячего метода, и применяют его тогда, когда нужно получить относительно тонкий слой, до 40 мкм. Он наносится на металл (катод), соединенный с электросетью, путем осаждения на него Zn из раствора электролита (анод). При прохождении заряда тока, начинается электрохимический процесс осаждения Zn на поверхность.
Качество осаждаемого покрытия и его скорость зависят от состава электролитов.
Электролиты применяются двух видов:
- Комплексные растворы, в которых присутствуют цианиды и цинкаты. Эти электролиты обладают отличным рассеивающим свойством. Поэтому получается равномерный, мелкозернистый покров. Комплексные электролиты подходят для обработки сложных конструкций.
- Простые, кислые растворы. Они могут быть хлоридными или сульфатными. Применяются для простых видов проката. У них высокая скорость осаждения Zn.
Назад ко всем статьям
тел.: +7(831) 261-04-06;





